切り粉をエアーで吹き飛ばすも、対処しきれず・・・刃物の細部を確認し“切り粉そのもの“の発生原因を取り除く!
こちらは、自動車部品のエンジンの加工に用いられる座刳りバイトにて、加工で発生する切り粉によって、製品が傷ついてた問題を、切り粉発生のメカニズムを調査し改善した事例です。
座刳り加工で発生する切粉が巻き込まれ、製品を傷つけてしまう・・・
お客様では、自動車のエンジン部品を座刳りバイトで加工する際に、切粉がはけずに事象部に溜まってしまい、刃物に巻き付き製品を傷つけてしまうと悩まれていました。
加工機内でエアーで切粉を吹き飛ばすよう対策をするが解決せず、弊社に相談に来られました。
切粉の発生原因を突き止めて、刃物の「カタチ」を最適化し、切粉の出ない刃物に進化!!
お客様より刃物をお預かりし、切粉がどのように発生するかを刃物の形状から調査を行いました。
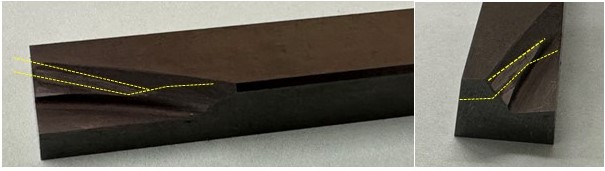
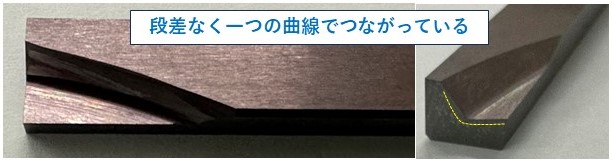
スクイと立ち上がりを手加工でつないでいたが、仕上がりにばらつきがあり、写真のようにつなぎ目に段差を生じていました。この段差が製品加工時に切り粉の巻き付きをつくっていました。そこで、機械加工で滑らかにつながるように、R と角度が付いた砥石で、製品形状に合わせた総型砥石で座刳りバイトの形状を変更しました。
刃物が製品に一定で当たるようになり、切り粉が加工で自然と吐き出され、キズ不具合の発生がなくなりました!
Point
起きている不具合事象に応じて対策するのでなく、その発生原因を取り除くことで、最適な生産につながります。