機械加工における除去加工とは? さまざまな機械加工方法および図示される表示記号!
機械加工の除去加工とは、金属などの材料の不要な部分を取り除き、目的の形に仕上げることを言います。刃物や砥石で材料を削ったり、電気やレーザーのエネルギーで材料を溶かすなど、いろいろな除去方法や工作機械があります。

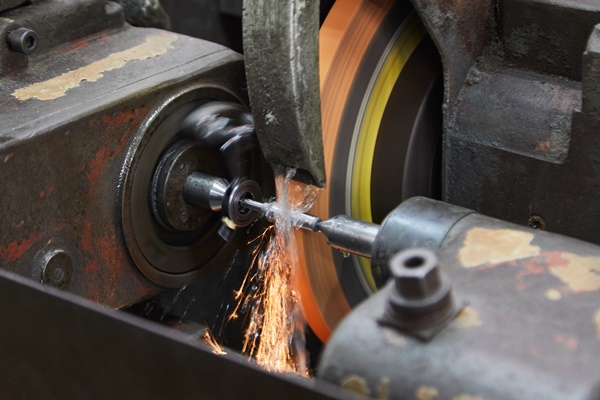
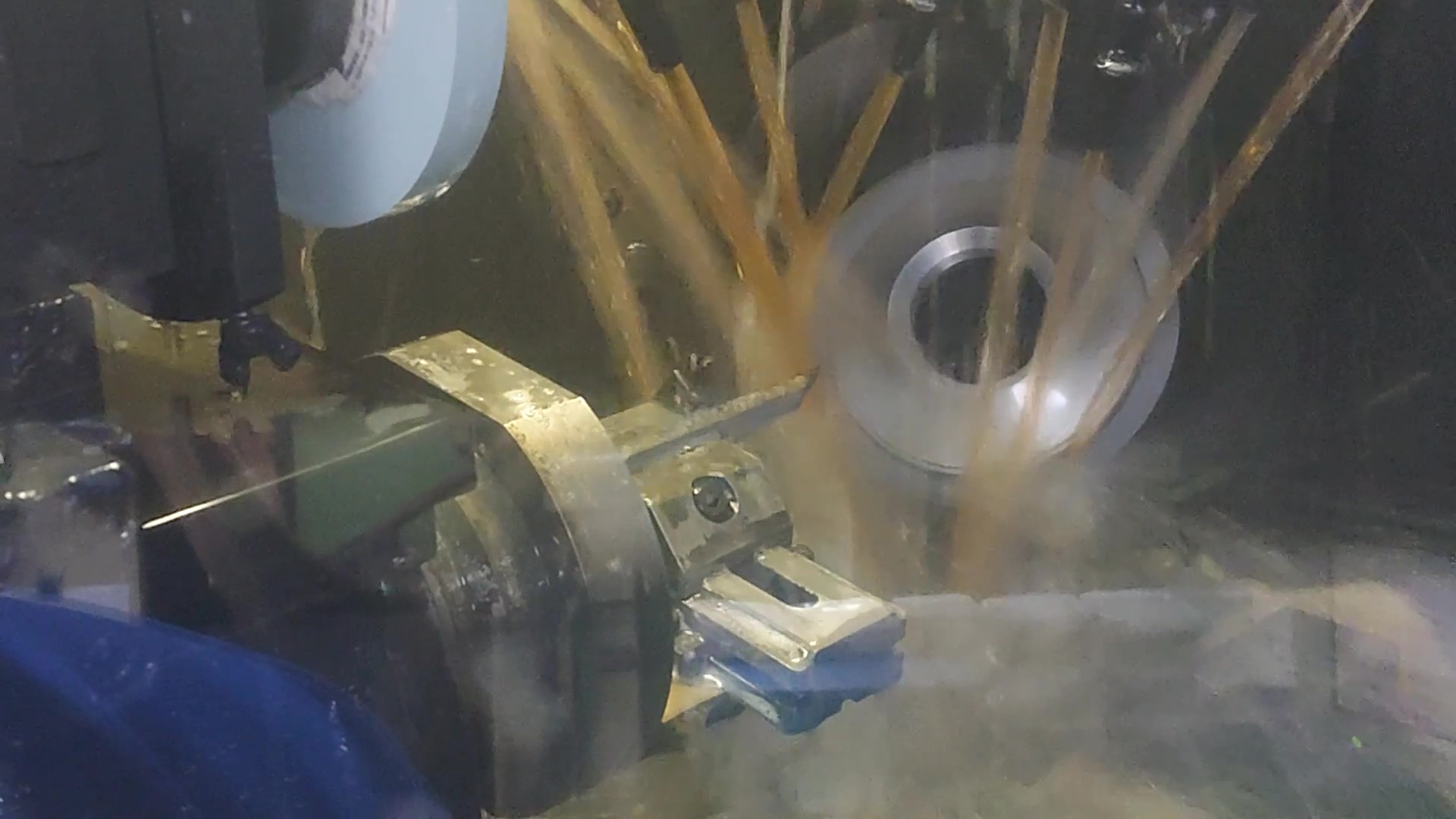
放電加工 ワイヤーカット加工機 研削加工 円筒研削盤
また同じ工作機械であっても、粗加工・仕上げ加工・使用工具・送り速度などの条件によっては、
表面粗さや精度に違いが出てきますので、要求に合った仕上げ面・精度になるように加工しなくてはなりません。
今回は、その仕上げ方法とそれを表示する記号について、お伝えします。
(Ra / Rz / RzJISとは? 表面粗さについてはコチラから☆)
機械加工の主な除去加工
 1.切削加工
1.切削加工
エンドミルやドリル、スローアウェイチップ(インサート)といった切削工具を使用して、金属などの材料を削り、不要な部分を除去することで目的形状に仕上げる加工です。
高効率かつ高精度に仕上げることができるため、多 くの製品の部品が切削加工によって製作されます。
工作機械は、旋盤・フライス盤・マシニングセンター・5軸加工複合機などがあります。
2.研削加工
研削砥石を使用して、金属などの材料を削り、不要な部分を除去することで目的形状に仕上げる加工です。
切削加工より加工に時間が掛かるものの、高精度な仕上がりが実現できます。 焼入れ鋼・超硬・セラミック・ダイヤモンドなどの硬い材料の加工も可能です。
工作機械は、円筒研削盤・内面研削盤・平面研削盤・工具研削盤・プロファイル研削盤などがあります。
3.放電加工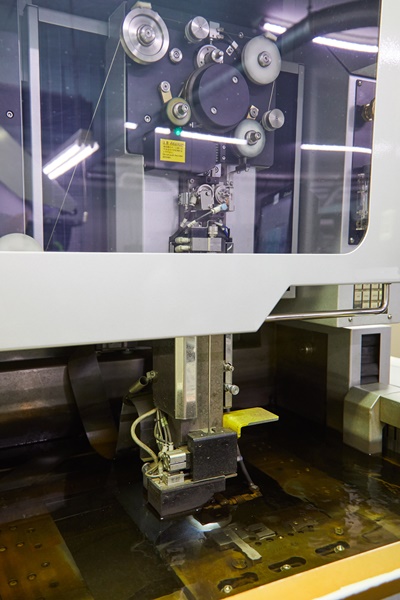
放電の際に生じる熱エネルギーによって金属などの材料を溶かし、不要な部分を除去し目的の形状に仕上げる加工です。
研削加工より更に加工に時間が掛かるものの、プログラムで長時間自動運転ができるため、省人化が期待できます。また、伝導体であれば、 焼入れ鋼・超硬・セラミック・ダイヤモンドなどの硬い材料の加工も可能です。しかしながら、通電しない材料、例えばゴムや樹脂などは除去加工することはできません。
工作機械はワイヤーカット放電加工機・細穴放電加工機・形彫り放電加工機などがあります。
4.その他の除去加工
その他の除去加工としまして、高エネルギー密度のレーザ光線を金属などの材料に照射し、融解・蒸発させて切断や穴あけなどの加工を行うレーザー加工や専用の高圧ポンプで加圧した水を小径ノズルから噴射し、その水流で切断、穴あけを行うウォータージェット加工などがあります。
切削・旋削・研削 それぞれの仕上げ面 ~設計者の意図 と 加工者の認識 ~
フライス・旋盤加工などの切削・旋削加工では、研磨加工のような表面粗さに仕上げることが難しいため、
高精度の仕上げ面が要求される場合には研磨仕上げを行う必要があります。
加工者は、図面に記載された仕上げ記号・表面粗さに仕上げるために、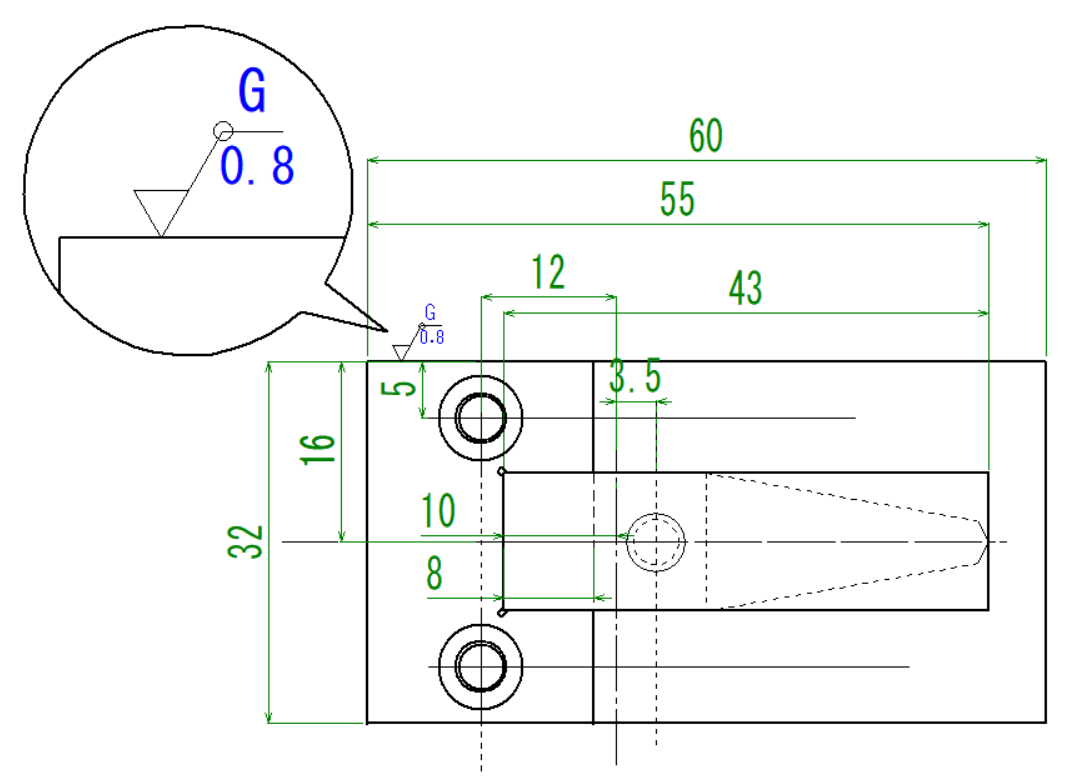
加工設備・条件等を考慮して要求を満たさなければなりません。
また、設計者が製図する際に、製品に必要な表面性状の要求事項を図示することもあります。
その場合、設計者はその製品に必要な面精度をきちんと
理解した上で図面に指示しなければなりません。
高精度な仕上げ面が必要ない製品に、
『とりあえず高精度にしておけば問題ないだろう。』といった考えで
設計をしてしまうと、加工の手間が増えた上に過剰品質となり、結果コストがかかってしまいます。
(また、製品の使用用途によっては、わざと粗く仕上げる必要がある場合もあるため、細かければいいという問題でもなかったりします。)
つまり表面粗さとは、設計者・加工者の双方にとって、
どのような設備・条件で加工するかを決める重要な基準となるのです。ぜ
除去加工の種類 と 実際の図面記入例
除去加工とは、素材の不必要な部分を除去し、目的の寸法や意図する形状を得る加工を意味します。
この除去加工には、フライスによる切削、旋盤による旋削、砥石を使用した研削の他にも、
穴あけ加工、マシニングセンター、放電加工などの様々な方法が含まれるのですが、
素材を除去する加工は全て除去加工に区分されます。
除去加工は、仕上げの精度が高いことや、複雑な形状加工ができるのが特徴です。
対して、 非除去加工は、精度が低いことや、複雑な形状加工が難しいというデメリットはあるものの、
材料のロスが少ないこと、加工コストが低くできるなどのメリットもあります。
加工方法と その表示記号
JISでは、除去加工の図示記号と共に、必要に応じて下記が表示されます。
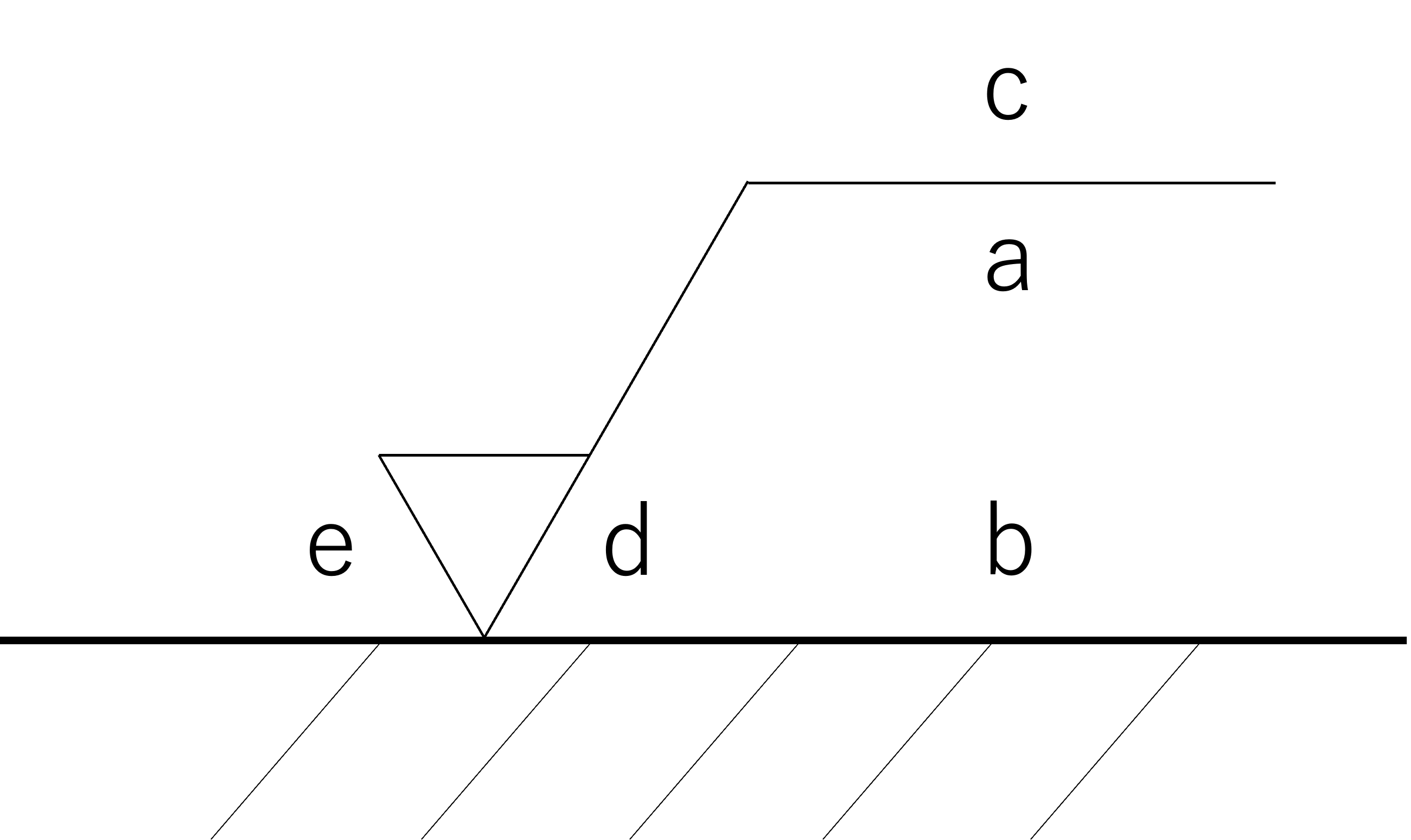
a.通過帯域または基準長さ,表面性状パラメータ記号とその値
b.複数パラメータが要求されたときの二番目以降のパラメータ指示
c.加工方法
d.筋目方向
e.削り代
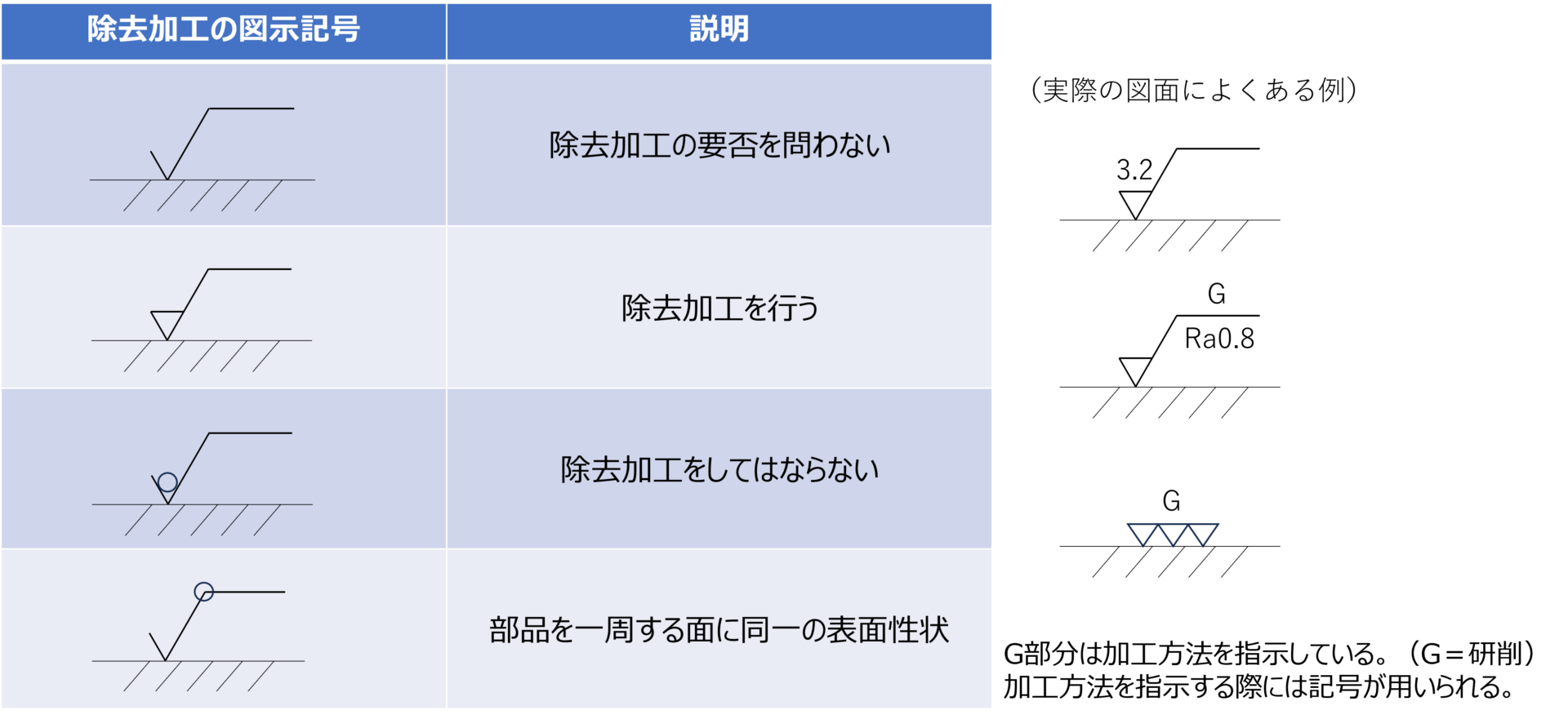
しかし実際の図面では、
全てが記入されている図面は少なく、a)表面粗さやc)加工方法が表記されていることが多いです。
加工方法の記号には様々なものがあります。

(JIS B 0122 一部引用)
設計者・加工者共に加工方法などを共通認識することで、意図した製品が作り上げられていきます。
しかし、時として図面に明記されていないこと(設計者の知識外)でも、使われ方が明確である場合において、加工者は製品の使用用途・実際に使用するエンドユーザーの意図を考慮して仕上げていくことが求められます。
例えば、刃物として使用するものであるのにも関わらず、図面の刃先仕上げ指示が『除去加工無し』では、
刃物として十分な切れ味を発揮することは出来ません。
その際は、設計者や使用するユーザー様との打ち合わせ等が必要になることもあります。
そのような『暗黙知』や『ノウハウ』と呼ばれるものなど、経験から培われた知識・技能を生かしたお客様目線の加工・サービスが『特殊超硬バイト 開発ラボ』がお客様から選んでいただける理由のひとつだと考えます。
除去加工設備の紹介
続きまして、当社の除去加工設備をご紹介いたします。
マシニングセンター NVX5080
| 中ぐり、フライス削り、穴あけ、ねじ立て、リーマ仕上げなど多種類の加工を連続して行っています。 このマシニングセンターは、加工に必要な作業工程などを数値で示すことによりコントロールし、自動化する・・・・・
|
CNC平面研削盤 マイスター G3 UP
| この平面研削盤は、剛性に裏付けられた重研削加工はもちろんのこと、セラミックス、ガラスなど・・・・・
|
CNC万能工具研削盤 TGR-250
| このCNC万能工具研削盤は、工作機械においての回転の軸において、加工面の粗さ向上のため・・・・・・
|


CNC万能円筒研削盤 HGM-300
| 丸物ワークの外面を加工を行っています 。CNC円筒研削盤 HGM-300は、すべての工程が連続・・・・・・・
|
デジタルプロファイル研削盤 DPG 150
| この研削盤では機上でデジタル測定が可能で、プロジェクター内で加工後の細かいところまで完成形状との誤差を測定し、加工を進める・・・・
|
ワイヤカット放電加工機 SLN400G
| ワイヤ放電加工のメリットは三つございます。 ・対象物がどんなに硬くても加工できる ・どんな形状でも・・・・
|


動画でわかる! 当社の機械設備
◆動画解説
工場設備を動画にて紹介しています。
ビットの最新の生産設備デジタルプロファイル研削盤・最新の検査設備3Dスキャナやマイクロスコープなどを追加していますので、ぜひご覧ください。
特殊工具の開発・製造のことなら、特殊超硬バイト 開発ラボまで!
今回は、除去加工方法と表示される記号についてご紹介しました。
この方法・記号ついて正しくおさえていただき、加工条件にあった適切な工具選定の参考にしていただけたらと思います。
特殊超硬バイト 開発ラボでは、高品質工具、複雑形状、長寿命な「きれもの」づくり、そして「まごころ」をこめて1つ1つ丁寧に特殊バイトを製造・開発してきました。創業60年の歴史と経験から得られる実績と高い技術力を有しています。
ロウ付バイト・総型バイト、成型バイト・溝入れ丸バイト、スロッターバイト、ヘール加工バイト、スローアウェイチップ、成型チップ・総型チップ、特殊スローアウェイチップ、ハイススローアウェイチップ、カッター刃・切断刃、粉砕刃・固定刃・回転刃、パンチ・ダイス・スリッター、ロール・センタレスブレード、コイリングピン・ワイヤー線ガイド、接点・電極・耐磨耗部品 など幅広く対応、記載がないご依頼も柔軟に対応いたします。
「どこに工具製作を頼んだらいいかわからない」
「時間・工数が合わない」
「コストがあわない」
「対応可能な会社が見つからず困っている」
上記のようなお悩みをお持ちの方は是非当社に一度ご相談ください。