全体熱処理とは?(焼き入れ・焼き戻し・焼きなまし・焼きならしとは?)特徴や種類を解説☆
金属の熱処理は、人類の歴史と製鉄技術の進化と共に発展してきました。
例えば、日本刀を製作する過程で、
刀鍛冶が鋼を真っ赤になるまで熱して、水で急冷している
光景をイメージできる人もいるのではないでしょうか。
そんな金属の『熱処理(Heat Treatment)』は、
現代でも実際の生活や産業の分野で広く活用されています。
家庭にある包丁、ナイフ、ノコギリ、カンナなどの切削用工具、自転車のチェーンや自動車内部の見えない部品など、様々な部品に熱処理を施して、金属の持つ特性を最大限に生かすように工夫されています。
我々が作る工業用の特殊工具も同様に、『熱処理』は工具にとって非常に重要な要素となっています。
■ 大きく区分すると、熱処理は「表面熱処理」と「全体熱処理」
熱処理は大きく区分すると「表面熱処理」と「全体熱処理」の2種類に分けることができます。
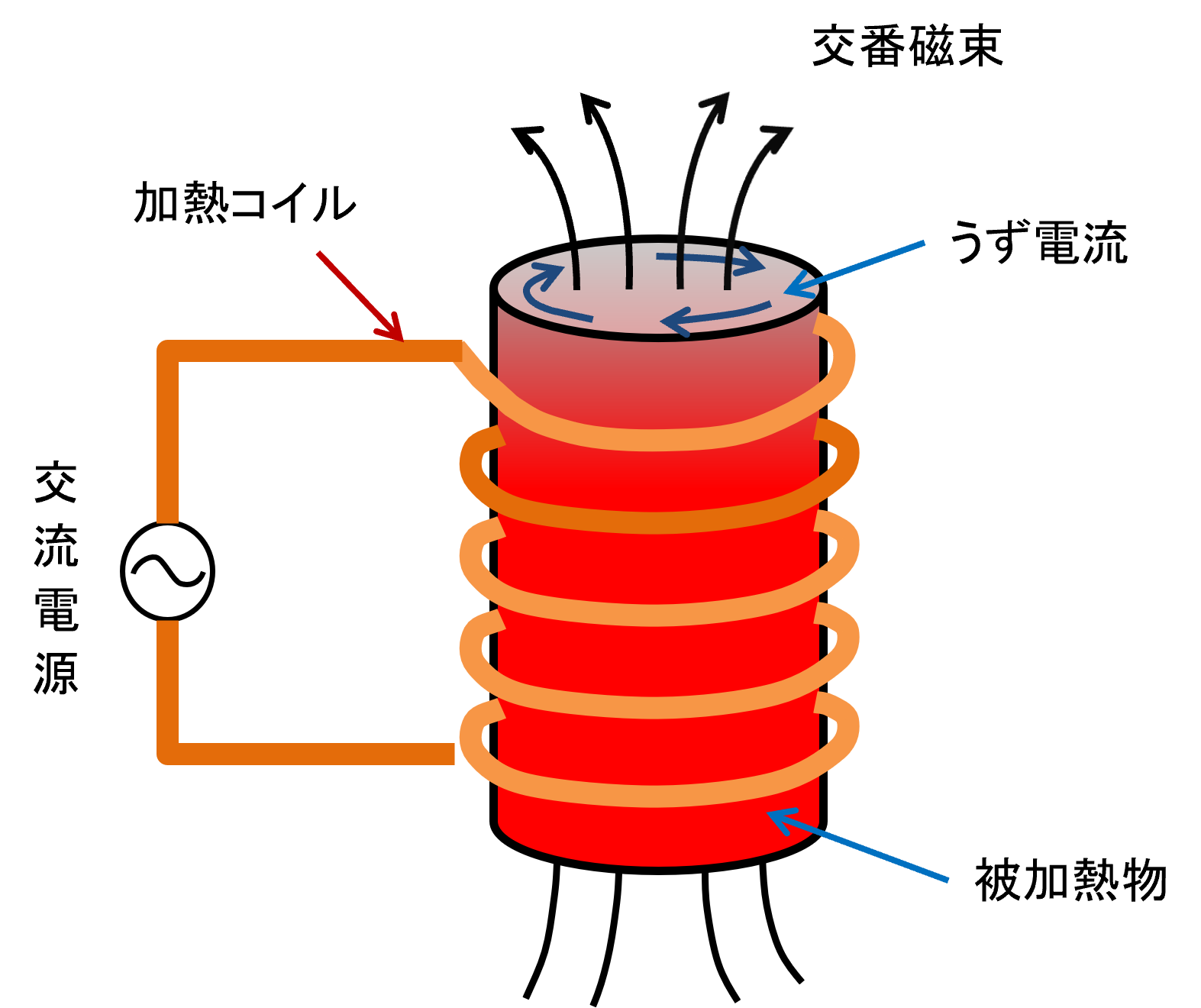
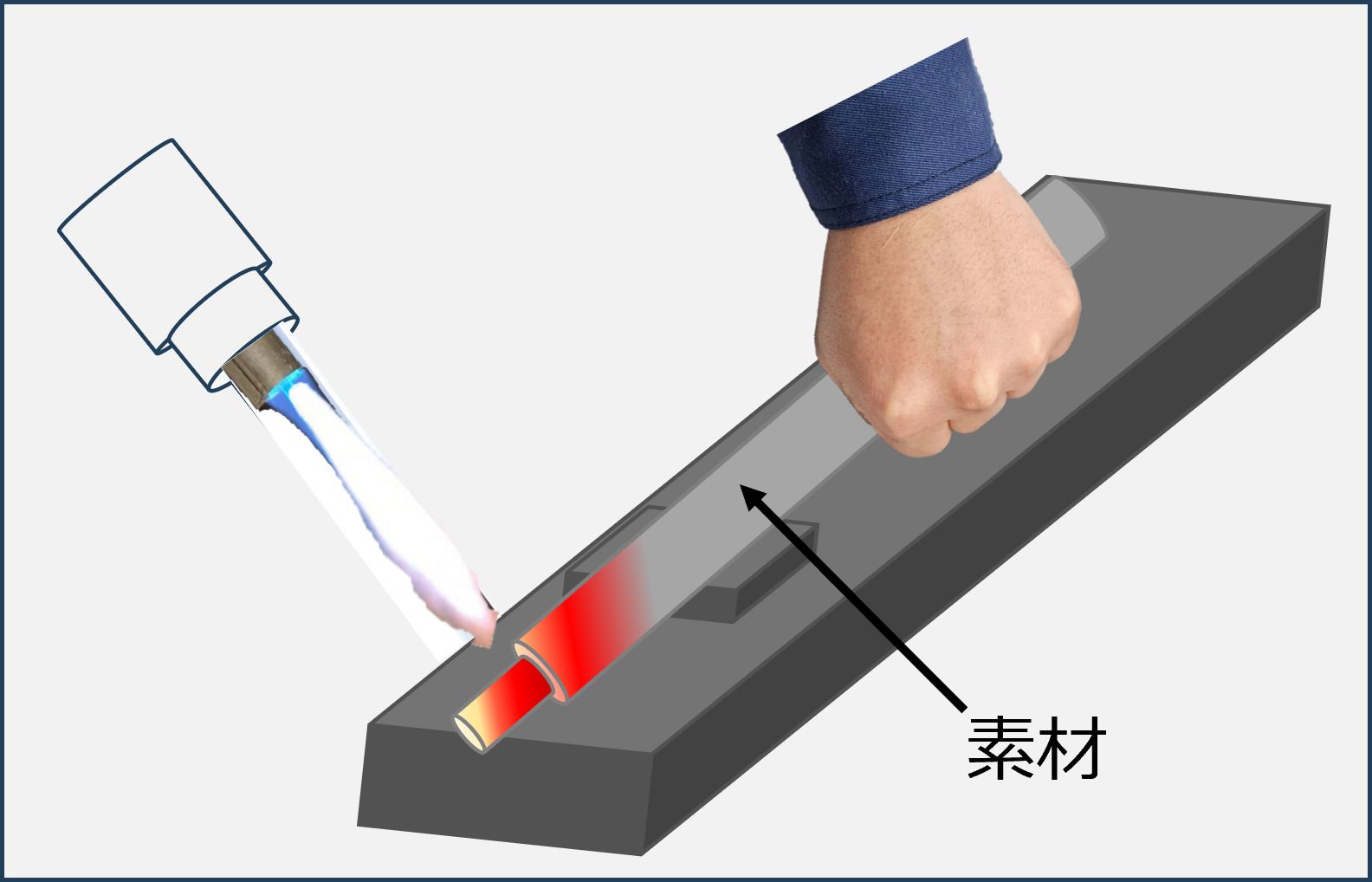
●表面熱処理
…高周波焼入れや炎焼き入れ、浸炭焼き入れなどがあり、
鋼材の表面を硬くするなど表面層の性能を向上させる方法です。
表面のみを硬化させるため、内部は柔らかく靭性を保ったまま、表面は硬く耐摩耗性に優れた構造を持たせることができます。
高周波焼き入れの焼き入れ深さは1~2㎜程度で、浸炭焼き入れの焼き入れ深さは0.2~3㎜程度になります。
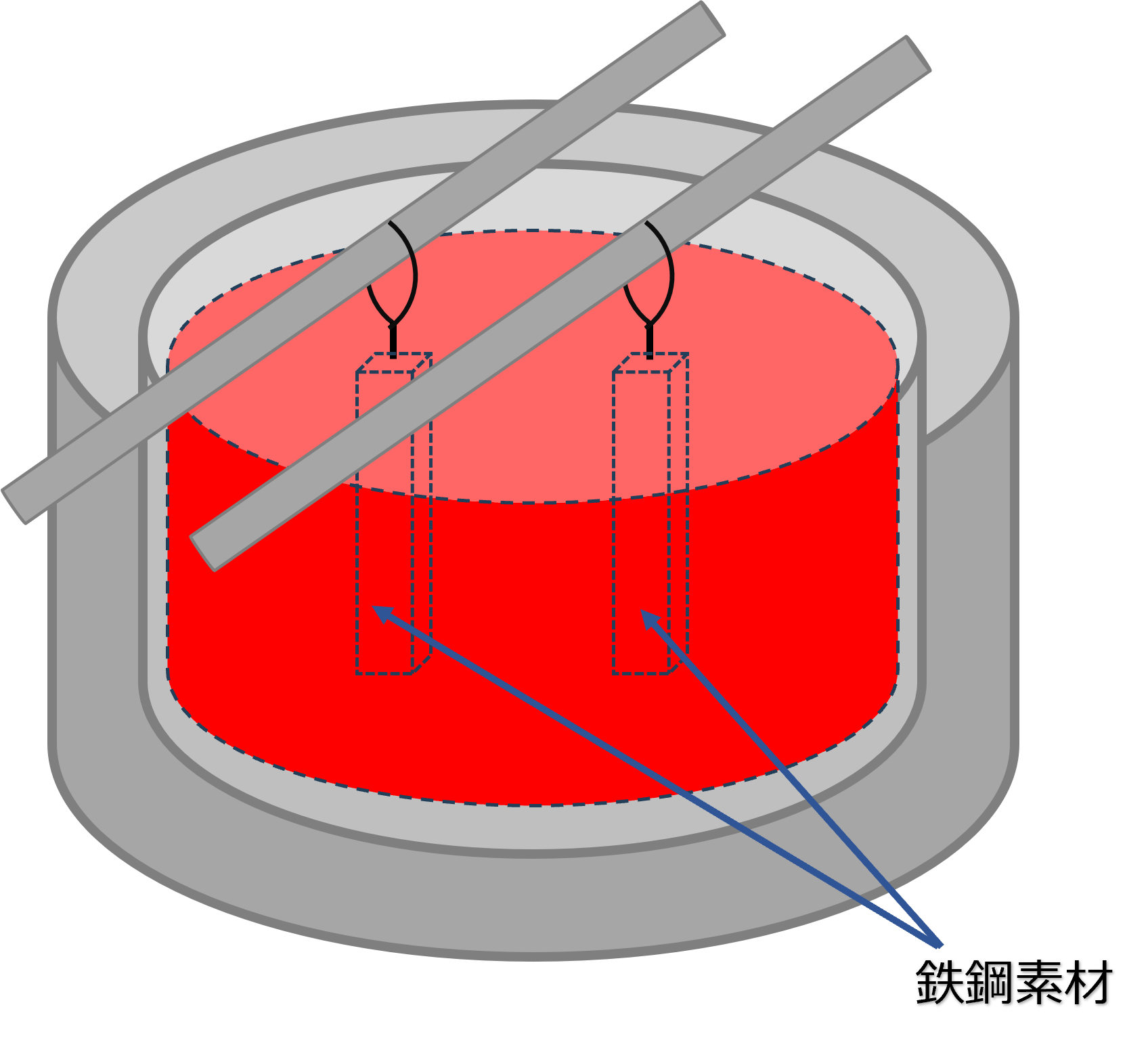
●全体熱処理
…『ズブ焼き入れ』とも呼ばれ、鋼材の内部まで熱を通して硬度や組織の変化をもたらす方法です。
素材の奥深くまで熱処理がされるので、素材全体・内部まで硬くすることができます。
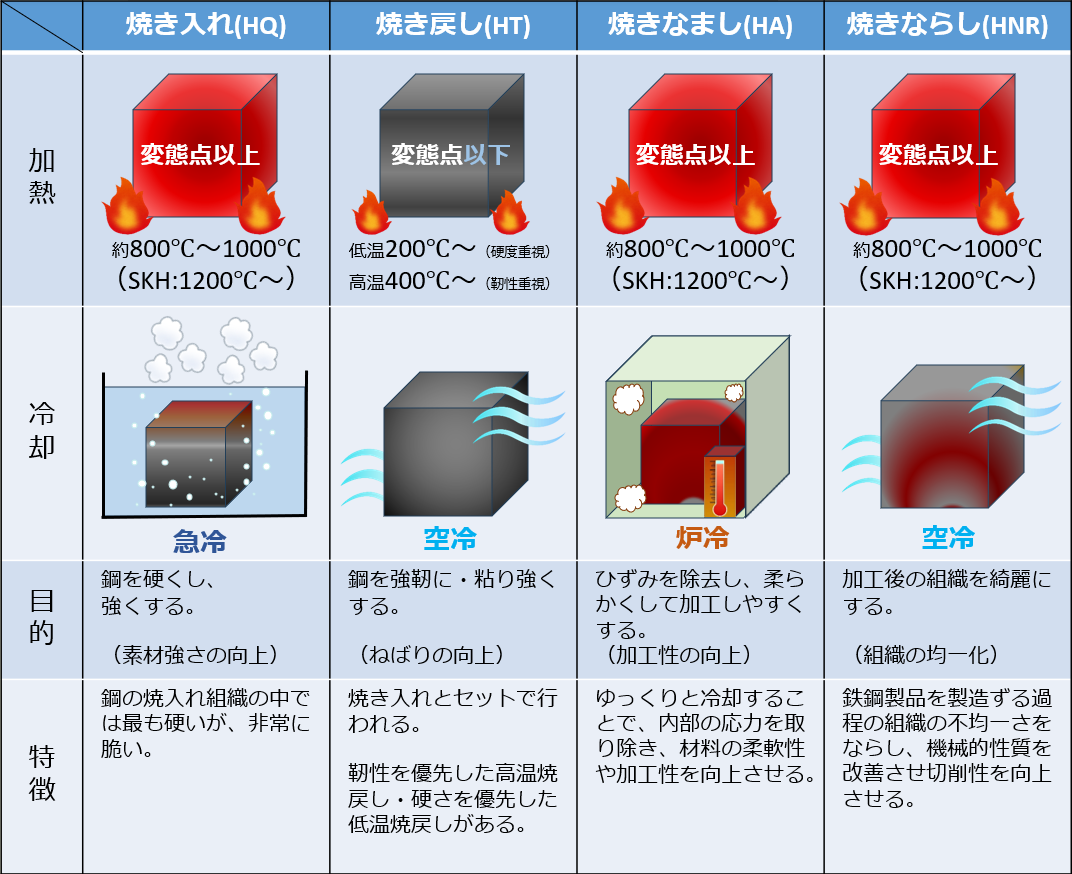
「全体熱処理」の代表的な種類は
焼入れ・焼戻し・焼なまし・焼ならしの4種類となります。
この4種類は、鋼を構成する微細組織を加熱・冷却によりコントロールして、目的の状態(強さ・硬さ・粘り)にする方法です。
焼入れ(HQ)・・・鋼を硬くし強くする(素材強さの向上)
 鋼を変態点(内部構造が変化する温度)以上の
鋼を変態点(内部構造が変化する温度)以上の
高温(通常900℃程度)で加熱することで、鋼材の内部に
ランダムに存在した鉄・炭素・微量元素が溶け合って、
均一に混ざり合い組織が形成されます。
この組織の状態を、
オーステナイト変態・オーステナイト組織などと呼びます。
そのオーステナイト状態のものを水・油・空気などで急速に冷却することにより、
鉄原子の中に多くの炭素原子を閉じ込めた強固な組織に変態します。
この状態をマルテンサイト化・マルテンサイト組織と呼び、
この一連の作業を焼入れと呼びます。
このマルテンサイト状態にある組織は非常に硬く脆い性質を持ち、鋼の焼入れ組織の中では最も硬い状態と言われています。
英語ではHardening (ハードニング:硬くする)やQuenching (クエンチング:急冷する)と呼ばれ、
JISの加工記号ではHQと記載されます。
鋼材に含まれる炭素量(C)で焼入れ硬さは変化し、 炭素量が0.6%程度までは炭素量が多いほど硬度を上げることができます。
ちなみにSS400という材料は炭素量(C)が少なく前処理がされていないため、焼入れしても硬度が上がらないので焼き入れには向いていません。
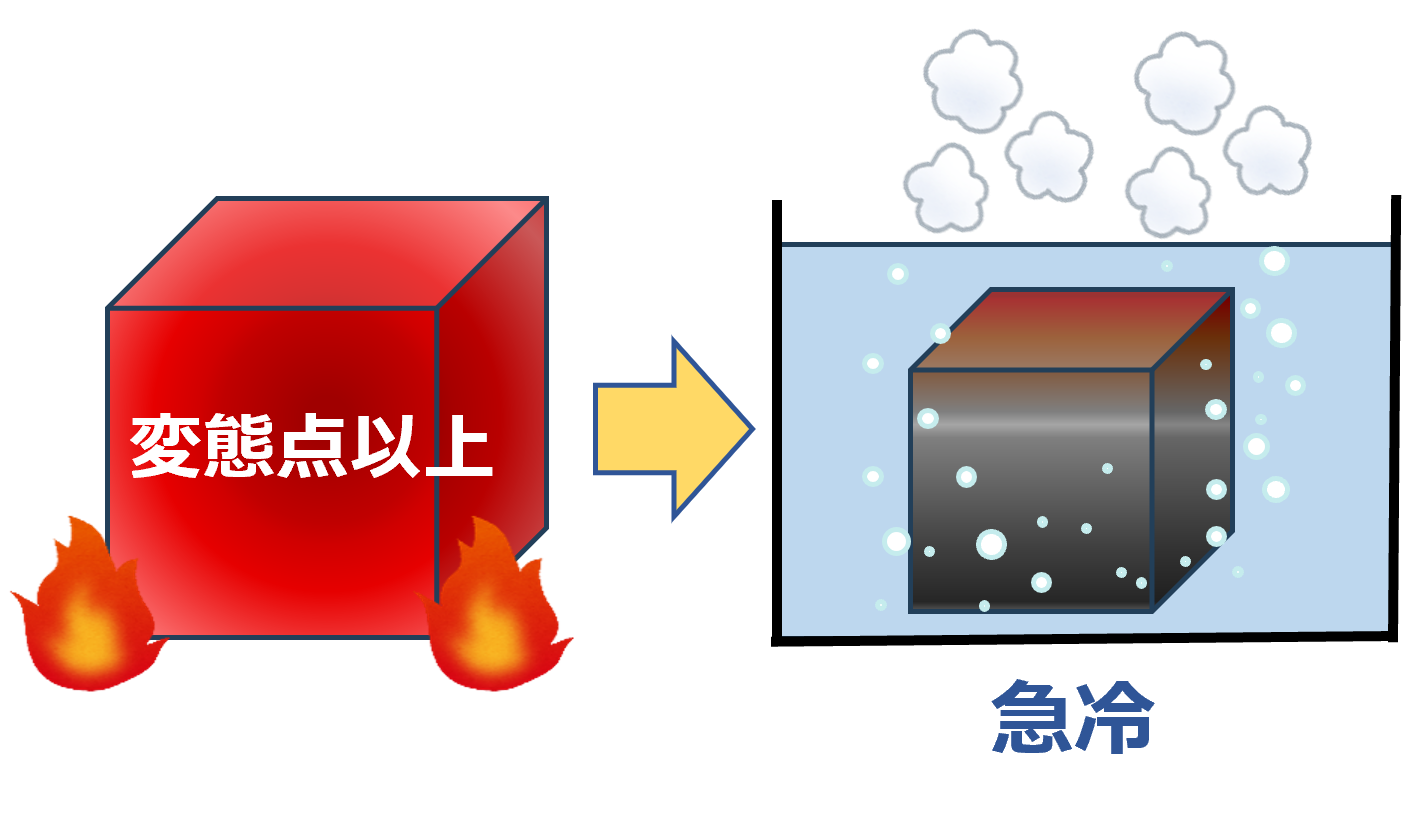
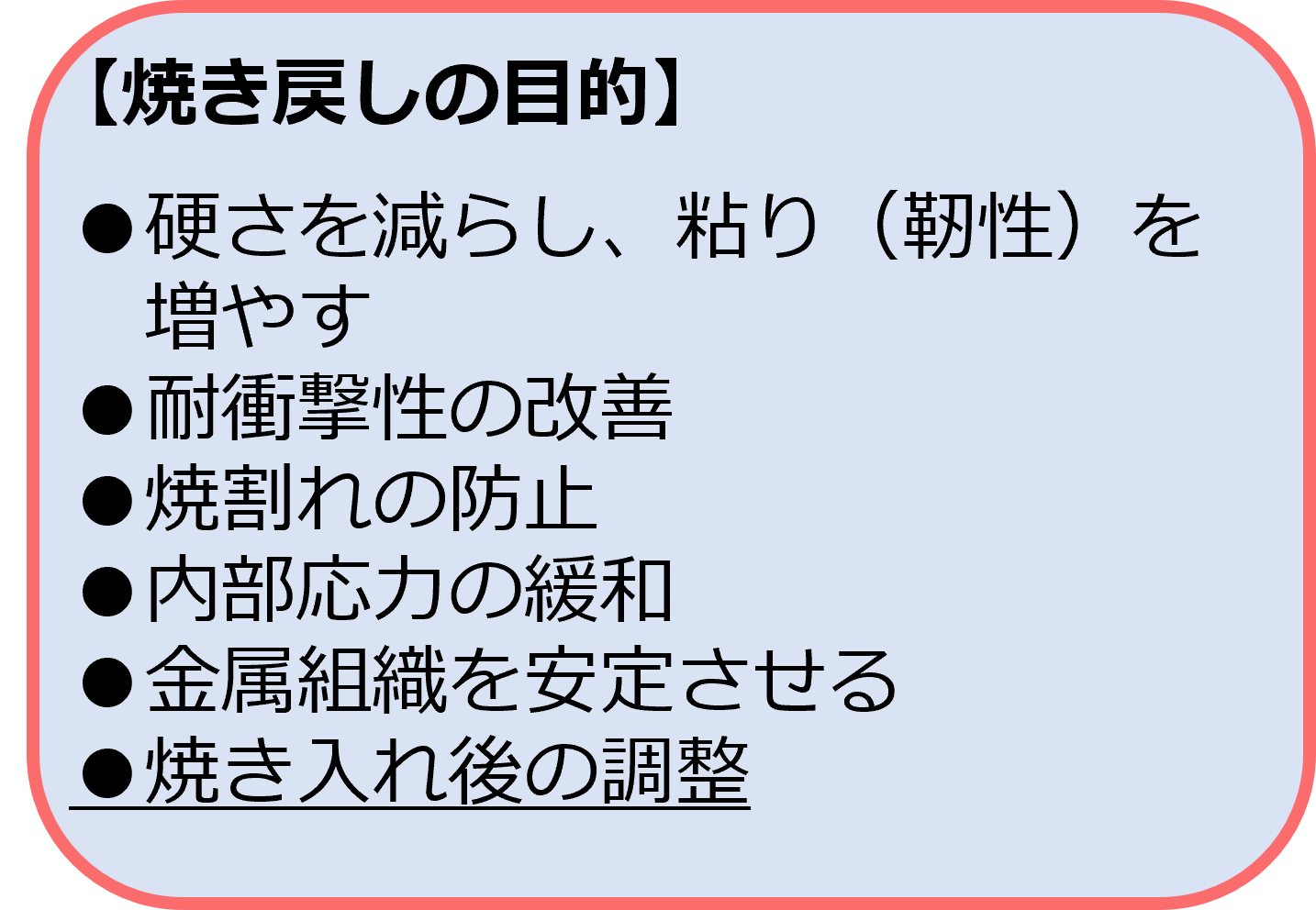
焼戻し(HT)・・・鋼を強靭に・粘り強くする(ねばりの向上)
 焼入れによって鋼の組織はマルテンサイト化して硬くなりますが、そのままでは非常に脆い組織です。
焼入れによって鋼の組織はマルテンサイト化して硬くなりますが、そのままでは非常に脆い組織です。
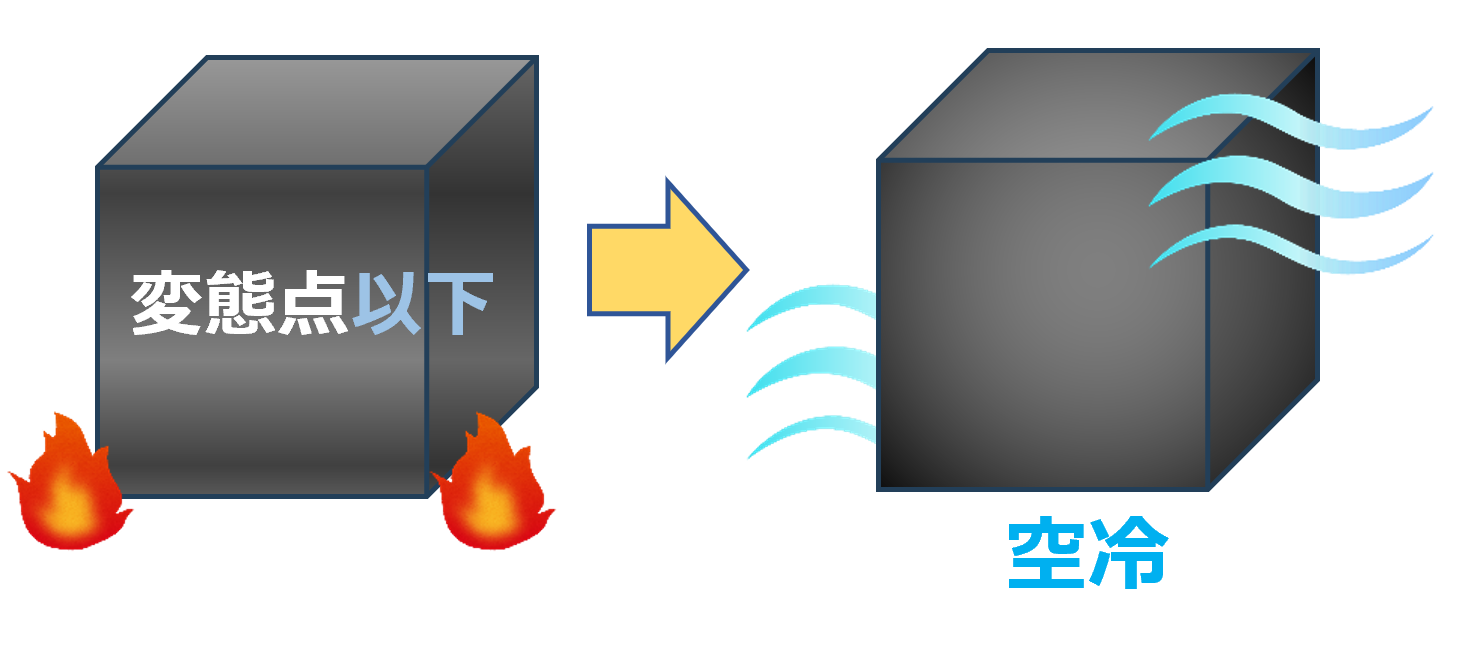
焼戻しとは、そこから更に再加熱・空冷して、
硬さの調整・内部応力の除去・粘りや靭性を与えます。
組織を調整するために行われる熱処理なので、
基本的には焼入れとセットで行われます。
ですので、 現場で表現する『焼き入れ』の場合は、
『焼き入れ焼き戻し(HQT)』を意味していることがあります。
焼き戻しは英語でTempering(テンパリング:温度調整)と
呼ばれ、JISの加工記号ではHTと記載されます。
また、焼戻しには、
硬さより靭性を優先した高温焼戻し(400℃以上)と、
靭性よりも硬さを優先した低温焼戻し(200℃前後)に大別できます。
高温焼き戻しと低温焼き戻しは、次のように使い分けることがあります。
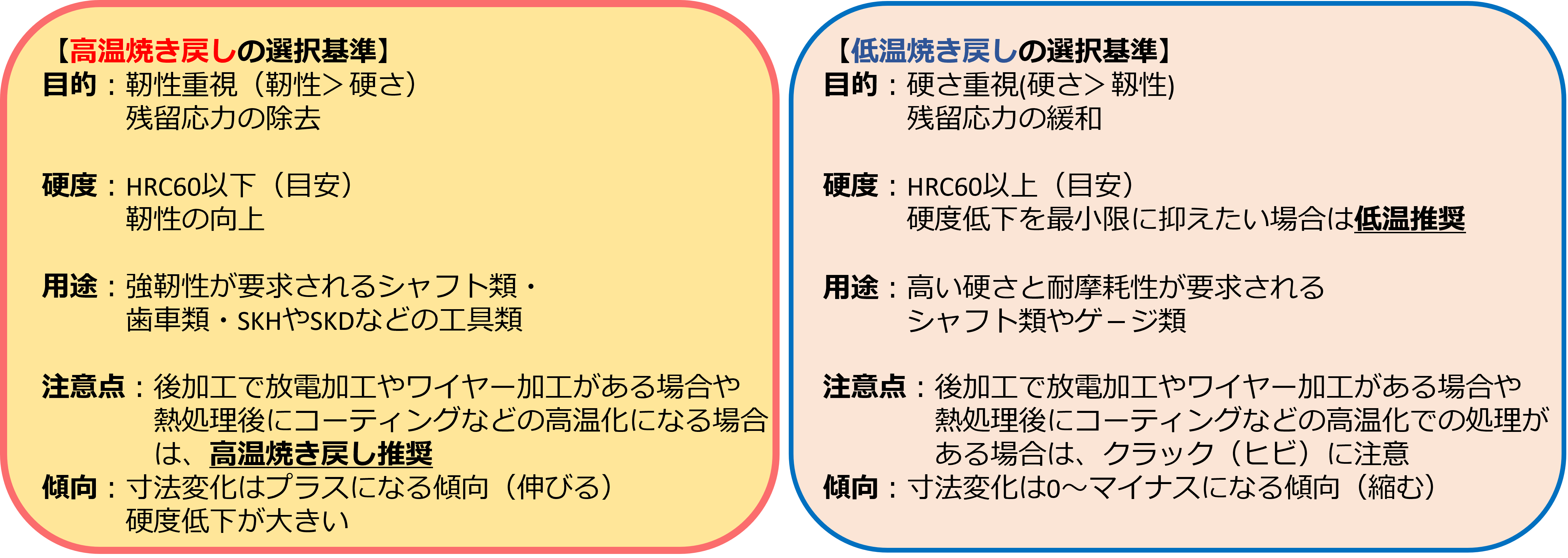
一般的な傾向として、放電加工後の残留応力やクラックを低減させるために、
特に厚板の場合は高温焼き戻しが推奨されます。
また焼き戻しの後に、PVD(物理蒸着)コーティングといった処理温度が高い加工(200~500℃)がある場合、高温焼き戻しを検討する必要があります。
特に、CVD(化学蒸着)コーティングは高温(800~1000℃)になる為、念頭に置いて工程設計をしなくてはなりません。
【高温は2回戻し】
焼き戻し不足は靭性低下を招くため、2回以上の焼き戻しが推奨されます。
その理由として、SKD11のような合金鋼などは、焼き入れ時に全てがマルテンサイト化された焼き入れ組織にならずに一部がオーステナイト状態で残留することが多いとされます。
これを残留オーステナイトといいます。
1回目の焼き戻しで残留オーステナイトをマルテンサイト状態に変態させ、
2回目の焼き戻しで本来の意味での焼き戻しという作業になります。
つまり、硬化用では必ず2回以上焼き戻しを行うことが好ましいとされます。
ただし、焼き戻し回数が多すぎると、材料の硬度が低下しすぎるため、
適切な温度と時間などの専門的な知識や技術が必要になります。
また、高温焼き戻しを2回行うことを高温ダブルテンパー(2回焼き戻し)ということもあります。
【調質材とは?】
ちなみに、焼き入れと高温焼き戻しをセットにしたものを調質と呼ぶこともあります。
この『調質』も、焼き入れ焼き戻し(HQT)の一種で、特にS45CやSCM435などの機械構造用炭素鋼に処理し、
硬度がHRC20~35程度のものを『調質』『調質材』と呼ぶケースが多いです。
(表記はS45CⒽのように記号Ⓗが付く)
硬度がそこまで高くないので、素材時に調質してその後に機械加工をすることができます。
焼きなまし(HA) ・・・ひずみを除去し、柔らかくして加工しやすくする(加工性の向上)
 焼きなましは『焼鈍(しょうどん)』とも呼ばれる熱処理です。
焼きなましは『焼鈍(しょうどん)』とも呼ばれる熱処理です。
目的は、鋼の組織の均一化と改善、鋼の軟化、内部応力の解放と除去などがあります。
英語ではAnneering(アニーリング)と呼ばれ、JISの加工記号ではHAと記載されます。
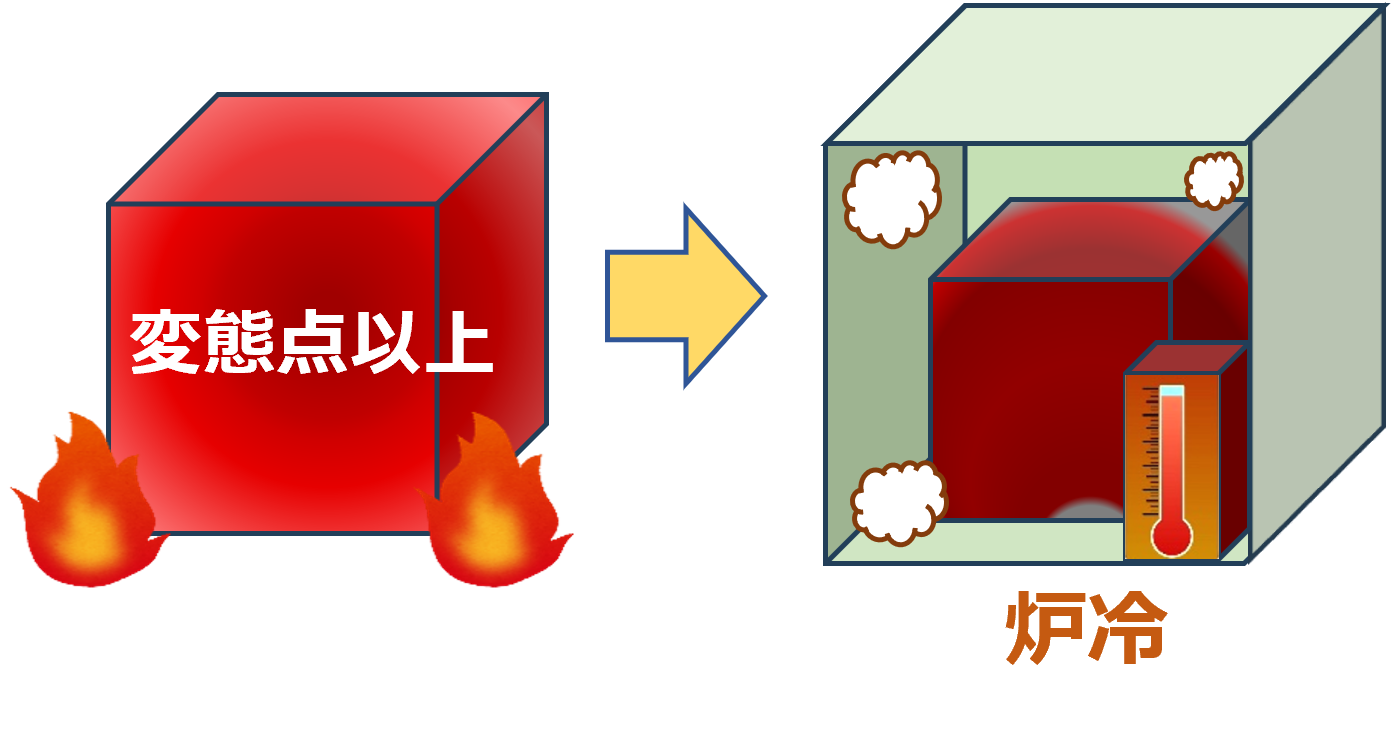
変態点以上に加熱し、炉内で時間をかけてゆっくり冷却させます。
圧延されたままの鉄鋼材料は、組織が粗く均一化されていないので、
加工した時に変形や反りなどが大きくなって、
加工精度に影響が出ることがあります。
また、鍛造や鋳造で生じた応力や組織のムラを
除去させるために行うことがあります。
切削、鍛造、プレスといった加工をしやすくするために、事前に焼きなましを行うことで、
素材の硬度が下がり加工をしやすくすることができます。
焼きなましには、
「完全焼きなまし」「球状焼きなまし」「応力除去焼きなまし」「拡散焼きなまし」「等温変態焼きなまし」など、
いくつかの種類があります。
●完全焼きなまし
鋼材を可能な限り柔らかくする事を目的としています。
最も一般的な焼なまし処理の方法なので、単純に『焼きなまし』というと、
この『完全焼きなまし』を指すことが多いです。
金属組織をオーステナイト組織になるまで金属を加熱(一般的な鋼の場合は800~ 900℃程度)し、
炉内で時間をかけてゆっくりと冷却します。
JIS記号ではHAFで表記されます。
●球状焼きなまし
炭化物を球状化して加工性を向上させる処理です。
鋼は熱処理されて冷却すると、鋼の組織構造は層状・板状・網状・針状と様々な構造に変化しますが、
そうした形状では脆いため、球状化するために球状焼きなましを行います。
球状焼きなましは、JIS記号ではHASで表記されます。
●応力除去焼きなまし
低温にて金属の内部応力を除去する熱処理の一種で、材料そのものや圧延、鍛造や溶接、機械加工などで発生する残留応力を低減することが目的です。
残留応力とは、外力を除去した後でも、材料内に蓄積される応力のことをいいます。(=内部応力)
内部応力を除去して、じん性を回復させる・内部応力を除去して軟化させる・または焼狂いを少なくする・割れを防止するための前処理として行う軟化焼なましとなります。
JIS記号では、HARと表記します。
●拡散焼きなまし
高温のオーステナイト状態で加熱し、材料中の成分や不純物のかたよりを解消する熱処理のことです。
これにより、素材全体の組織を均一化し、内部応力やひずみを除去します。
ソーキングとも呼ばれ、JIS記号ではHADと表記します。
●等温変態焼きなまし
鋼材をオーステナイト化し、オーステナイト状態が分解しやすい一定温度に保持することにより、
組織を安定化させ軟化や被削性を向上させます。
完全焼きなましと比べると処理時間が短く効率的な焼きなましが可能です。
サイクルアニーリングとも呼ばれます。
焼きならし(HNR)・・・加工後の組織を綺麗にする(組織の均一化)
 焼きならしは 『焼準(しょうじゅん)』と呼ばれる熱処理です。
焼きならしは 『焼準(しょうじゅん)』と呼ばれる熱処理です。
英語ではNormalizing(ノーマライジング:普通にする)と呼ばれ、JISの加工記号ではHNRと記載されます。
鉄鋼製品である鋼材は、鋳造、鍛造、圧延といった方法で作られますが、
それらを製造する段階で加工歪み(ひずみ)が生じます。
また、歪みによって鋼の組織が不均一となっていますから、
強度などの機械的性質は十分な状態とは言えません。
そこで、結晶粒を微細化させ、組織を均一化させる、
「焼きならし」という工程が必要になります。
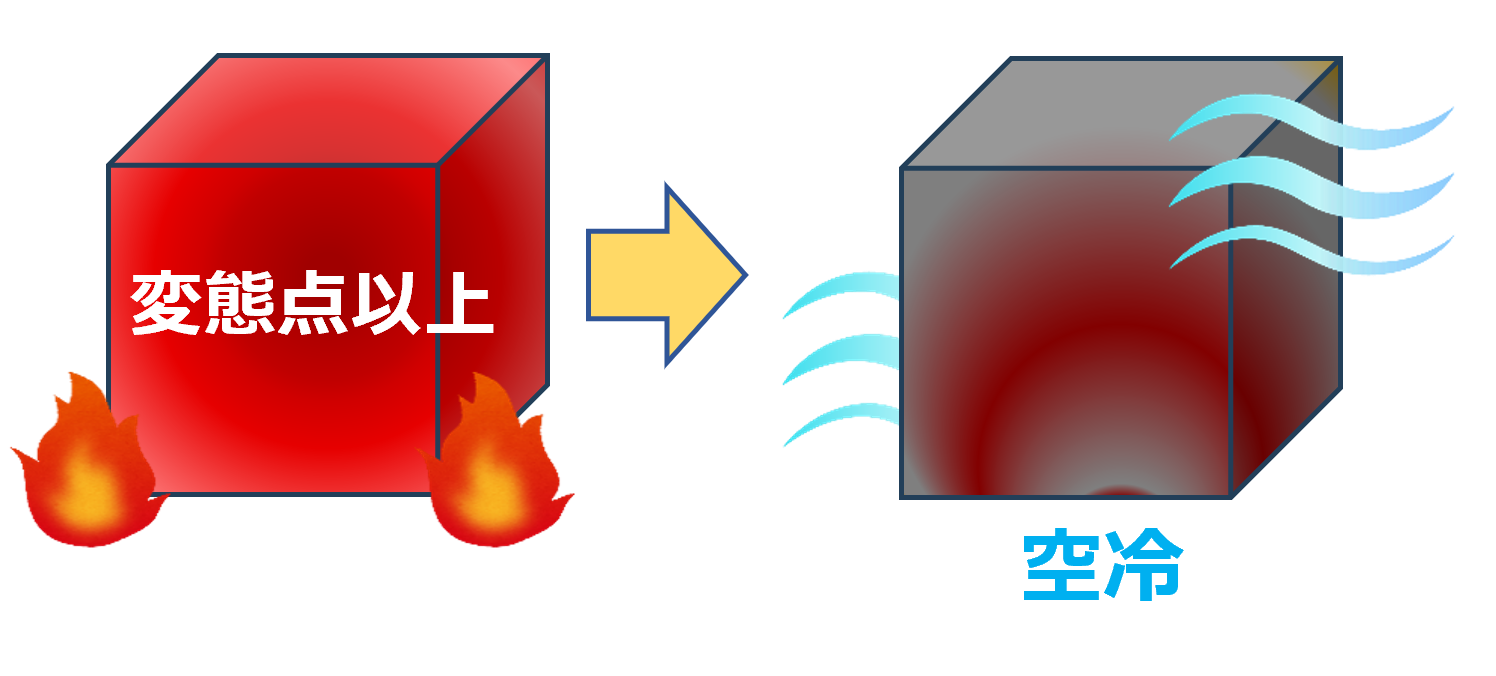
焼きならしは、鋼がオーステナイト化する一定の高温に加熱したあと空冷し、
金属組織の結晶を均一化させ、機械的性質の改善や切削性を向上させるために行います。
全体熱処理のまとめ
■ ハイス工具のロウ付
ハイスをロウ付けする際、以前は鉄ろうが用いられていました。
ただ、現在はより安定した品質の銀ろう付けが一般的です。
しかし、鉄ろうも低温でロウ付けできる方法が開発されており、特にハイスのような高温で硬度が低下しやすい材料をロウ付けする際に、熱影響を最小限に抑えるというメリットがあります。
- 鉄ろう:鉄を溶かして使用するロウ付け材料で、以前はハイスの焼入れと同時に、鋼を接合するために使われてきました。しかし、高温での熱影響が大きく、ハイスの硬度低下や変形に繋がる可能性がありました。
- 銀ろう:銅、銀、亜鉛などの合金で、鉄ろうよりも低い温度でロウ付けできるため、ハイスへの熱影響を軽減できます。また、銀ろうは耐熱性も高く、高強度な接合が可能で、より安定した品質を期待できます。
- 低温銀ろう付け:開発ラボでは、銀ろうの組成やロウ付け条件の最適化により、低温でハイスをロウ付けできる技術が確立されています。これにより、ハイスの硬度低下を最小限に抑えながら、高品質なロウ付けが可能になりました。
- ハイスのロウ付け:ハイス(高速度工具鋼)は、切削工具や金型などに用いられる鉄鋼材料で、高い硬度と靭性を持っています。ハイスをロウ付けする際には、熱影響に十分注意し、適切なロウ付け方法を選ぶことが重要です。
- ハイスの熱処理:ハイスは、熱処理によって硬度を高めるため、ロウ付けの際に適切な熱処理を行う必要があります。ロウ付けの際には、ハイスの硬度低下や変形を避けるために、低温で行うことがとても重要です。
- ハイスろう付バイト:ハイスを刃先にロウ付けしたバイトは、切削工具として使用され、高速切削や複雑な切削加工に適しています。
開発ラボ 熱処理工具の事例
開発ラボでは、熱処理されたベストの材質・硬度などを選定して、様々なオリジナル工具を、60年の技術とノウハウで数多く手掛けています。
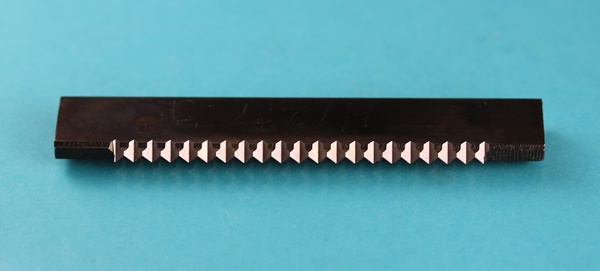
 | ■ハイスロウ付 総型スロッターバイト シャンクの先端の刃先にハイスをロウ付した、スプライン溝のスロッターバイト
<刃物特性> ・・・・
|
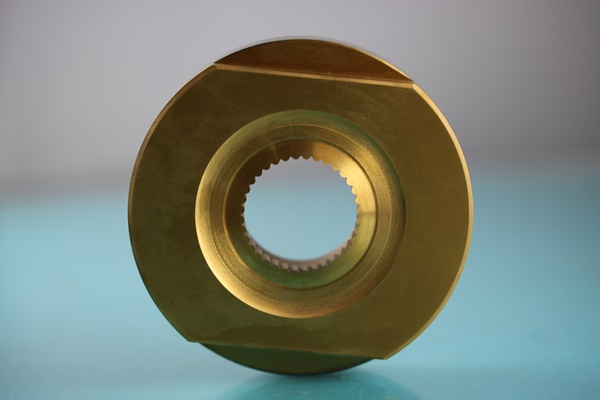 | ■セレーションカッター シャフトの外径にセレーションスプラインを切る歯切り工具
<刃物特性>
|
 | ■ハイスビニールカッター ビニールにミシン目を入れる、ハイスカッター。
<刃物特性>
|
 | ■キー溝仕上げ加工を行う、面取りまでを付加した、先ムクの総型スロッター工具
<刃物特性>
|
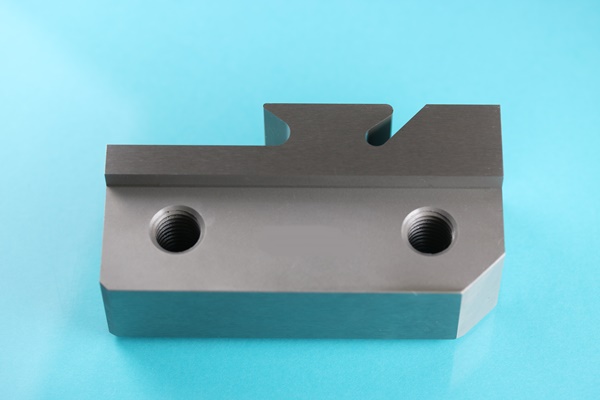 | ■ダイセットカッター 金型のダイにセットして上刃と下刃でカットするカッター
<刃物特性>
|
 | ■六角バイト NC旋盤で押し切りをして、六角穴加工ができるハイス六角バイト。刃物の根元にベアリングが装着されているホルダーを使用します。下穴を空けたワークにZ方向から押し込むことで、切りくずを奥に押し込みながら加工します。 <刃物特性> |
お薦めの工具材質 技術コラム
特殊工具の開発・製造のことなら、特殊超硬バイト 開発ラボまで!
今回は、熱処理の特徴についてご紹介しました。
特殊超硬バイト 開発ラボでは、熱処理品の加工・熱処理品のロウ付、成型につきましても、数々の実績があります。
お困りの場合は、ぜひ、ご連絡ください。
特殊超硬バイト 開発ラボでは、高品質工具、複雑形状、長寿命な「きれもの」づくり、そして「まごころ」をこめて1つ1つ丁寧に特殊バイトを製造・開発してきました。創業60年の歴史と経験から得られる実績と高い技術力を有しています。
ロウ付バイト・総型バイト、成型バイト・溝入れ丸バイト、スロッターバイト、ヘール加工バイト、スローアウェイチップ、成型チップ・総型チップ、特殊スローアウェイチップ、ハイススローアウェイチップ、カッター刃・切断刃、粉砕刃・固定刃・回転刃、パンチ・ダイス・スリッター、ロール・センタレスブレード、コイリングピン・ワイヤー線ガイド、接点・電極・耐磨耗部品 など幅広く対応、記載がないご依頼も柔軟に対応いたします。
「どこに工具製作を頼んだらいいかわからない」
「時間・工数が合わない」
「コストがあわない」
「対応可能な会社が見つからず困っている」
上記のようなお悩みをお持ちの方は是非当社に一度ご相談ください。